 Tiếng Anh
Tiếng Anh người Pháp
người Pháp tiếng Tây Ban Nha
tiếng Tây Ban Nha
Chúng tôi cung cấp các giải pháp tùy chỉnh cho tất cả khách hàng và đưa ra những lời khuyên kỹ thuật hoàn chỉnh mà công ty của bạn có thể tận dụng.
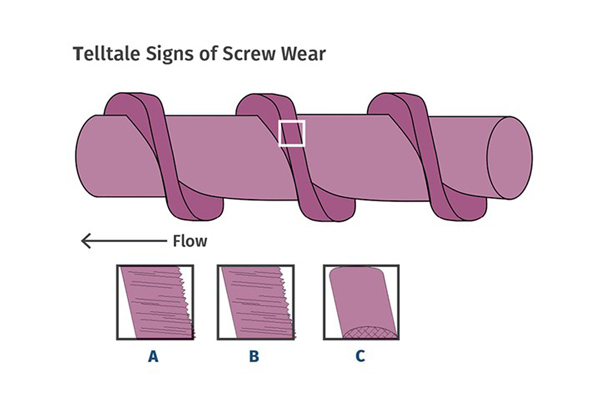
Có ba lý do chính khiến trục vít máy đùn bị mòn.
Đầu tiên là ảnh hưởng của sự mất cân bằng vùng áp suất cao trong trục vít, nguyên nhân chủ yếu là do thiết kế trục vít. Thứ hai, căn chỉnh thùng, thường gây rối loạn nhất. Nguyên nhân thứ ba gây mòn vít là việc sử dụng chất độn có tính ăn mòn. Thông thường, nguyên nhân có thể được xác định bằng cách kiểm tra kiểu mòn của dụng cụ cạo (xem hình minh họa).
Vì lý do đầu tiên, vít phải được thiết kế sao cho sự tan chảy bắt đầu hình thành trước khi quá trình nén bắt đầu. Phần còn lại của vít phải có đủ độ tan chảy để ngăn chặn sự tắc nghẽn hoàn toàn của chất rắn. Nếu thiết kế quá mạnh (tức là khả năng nén quá cao), chất tan chảy sẽ buộc phải chảy xuống hạ lưu (hoặc thậm chí ngược dòng) để một phần nhỏ của kênh được lấp đầy hoàn toàn bằng chất rắn. Trong trường hợp này, áp suất có thể tăng lên trong giây lát đến mức cực độ khi vít cố gắng đẩy chất rắn về phía vùng giảm dần. Tôi đã quan sát thấy áp suất nhất thời trên 10.000 psi do vít tạm thời bị tắc bởi chất rắn.
Sự tắc nghẽn chỉ xảy ra ngay lập tức, trong thời gian đó lực cắt cực lớn cục bộ trên phích cắm sẽ tạm thời giải phóng phích cắm bằng cách hình thành một phần tan chảy. Các phích cắm này có thể được hình thành ngẫu nhiên và liên tục trên toàn bộ chiều dài nén. Vì chiều rộng của kênh gấp 8 đến 9 lần chiều rộng của luồng, nên áp suất của chuyến bay về phía trước và chuyến bay tiếp theo có thể gấp 4 đến 4,5 lần áp suất của kênh. Với áp suất thấp hơn nhiều ở phía đối diện của vít, vít được đẩy vào thùng đối diện vị trí đó với một lực rất lớn. Lực nén và lực quay của vít phối hợp với nhau để mài mòn bề mặt cứng xuống lớp lót thùng, chỉ đơn giản là "xé" bề mặt cứng ra khỏi chuyến bay.
